|
|||||||||
| ................................................................................................................................................................................................................................................ | |||||||||
|
|||||||||
| ................................................................................................................................................................................................................................................ | |||||||||
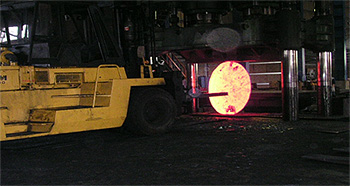
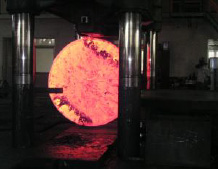
| ˙大尺寸管板鍛造流程:大尺寸管板鍛造過程從預熱~鍛造塑型~固溶化處理,1只需時5~7天左右 | |||||||||
 1.需在爐內預熱至1100℃~1180℃ |
 2.取出鍛造 |
 2-1.油壓機鍛造塑型到所需胚料尺寸 |
|||||||
 2-2油壓機鍛造塑型到所需胚料尺寸 |
 2-3.油壓機鍛造塑型到所需胚料尺寸 |
 2-4.油壓機鍛造塑型到所需胚料尺寸 |
|||||||
 3.固溶化熱處理1060℃ |
 3-1.固溶化熱處理1060℃ |
 3-2.固溶化熱處理1060℃,水冷後UT檢測 |
|||||||
| ˙鍛造及固溶化處理: | |||||||||
|
|||||||||
|
|||||||||
| 固溶化熱處理 | |||||||||
 固溶化處理~鍛件於爐內加熱至1040℃以上(爐效能可達1060℃) |
|||||||||